| 产品特性:铸钢 | 品牌:宏达 | 排矿方式:溢流型 |
| 型号:2.7X3.6 | 应用领域:选矿球磨机 | 结构形式:卧式 |
| 球磨机长度:短磨机 | 磨矿方式:干式 | 适用物料:矿石 |
| 简体转速:7r/min | 装球量:50t | 给料粒度:20mm |
| 出料粒度:0.05mm | 产量:45t/h | 电机功率:450KW |
| 重量:85kg | 规格:2.7X3.6 |
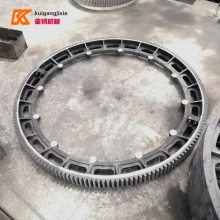
选矿球磨机大齿轮传动装置作为球磨机的重要组成部分,齿轮与齿轮间能够很好对接并运转良好,才能***整个磨机的正常生产。磨机大齿轮采用优质铸钢,滚齿加工,具有经久耐用,承载力强,它在使用过程中都会 有一定的磨损,那么如何减少磨机大齿轮的磨损?下面让我们一起详细的了解。,制造上***大齿轮的材质要求,需要回火处理毛坯,正火调节齿轮的金相结构和硬度,要提高产品加工工艺和精度,偏心、齿距误差和齿形误差等这些缺陷降到***,这样的话能够***产品的性能更加的好,降低它的磨损延长它的使用寿命。 ***,要正确安装,首先大齿轮在安装时需要***大齿轮和球磨机筒体的同心度,小齿轮轴线和大齿轮轴线之间的平行度和同心度,齿侧间隙和齿顶间隙在全齿宽上,重合度上尽量要缩短差距,这样的话才能够***设备的正常运转,远离较大的磨损。 第四,齿轮之间的相互转动也会造成一定的摩擦,***正确使用,摩擦的次数会降低,减少磨损。 第三,润滑方面,采用人工定期加油的润滑方式,要***润滑油的牌号和油品,注油要充分、均匀,大齿轮采用齿轮罩密封,减少各种灰尘和物料细粉等浮沉颗粒对大齿轮磨损的影响,提高油膜面积,减少摩擦,所以在润滑上面要多多注意。
选矿球磨机大齿轮材质及加工技术要求:
1.球磨机大齿圈材料应符合JB/T6402-2007的规定,并按JB/T5000.6进行检验,只能使用电炉钢或碱性平炉钢铸造,不得使用转炉钢。
2.球磨机大齿圈毛坯进行正火处理,齿面硬度不得低于HB175。
3.粗加工后球磨机大齿圈缺陷补焊允许范围:齿圈轮缘上的切凿宽度不得超过工作宽度的7%,切凿面积总和不得超过该表面总面积的2%,切凿深度不得超过壁厚的20%。
4.球磨机大齿圈补焊前应整体预热,补焊后进行热处理,补焊处硬度应低于母材硬度,其中心地带与母材硬度的差值不大于10%。
5.两个半齿圈连成整体后,才允许进行齿形和其他部分加工,且结合面应在齿谷中央。
6.球磨机大齿圈精加工后工作表面不允许补焊,但允许工作表面有直径6x5以下的分散缺陷。工作表面缺陷不得超过5处,其余表面缺陷不得超过10处。
7.加工时应在图示基础端面一侧刻出节圆线
8.加工后轮缘厚度应均匀,其偏差不得超过图纸尺寸的50-10%.